产品别名 |
镁合金牺牲阳极,镁阳极,可定制,规格标准 |
面向地区 |
|
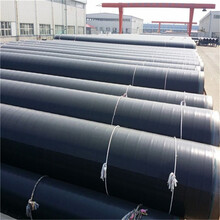
变形镁合金棒材输油输气用国际规格可定制镁合金牺牲阳极
镁合金具有比强度和比刚度高、导热导电性好、阻尼减震、电磁屏蔽、易于加工成形和容易回收等优点,在汽车、电子通信、航空航天等领域具有极其重要的应用价值和广阔的应用前景,被誉为"21世纪绿色工程材料"。
变形镁合金是相比于铸造镁合金具有更大的发展潜力,通过材料结构的控制、热处理工艺的应用,变形镁合金可获得更高的强度、更好的延展性和更多样化的力学性能,从而满足多样化工程结构件的应用需求。变形镁合金往往需要加热到一定温度并通过挤压、轧制及锻造等热成形技术加工而成。
变形镁合金的成形工艺
挤压:采用挤压方法可生产镁合金管材、棒材、型材和带材。对于低塑性材料的成形加工,挤压是较理想的加工方法,大部分变形镁合金如AZ31B、AZ61、ZMZI、ZK60、HK31合金等都可用挤压法生产。镁合金对变形速度极为敏感,因而变形速度不能太大,镁合金挤压温度及速度根据合金类型不同而有些差异,一般可在200-450 ℃范围及0.5-30m/min速度下进行。挤压镁合金时, 常采用润滑剂以降低坯料与挤压筒及凹模之间的摩擦力。防止粘模;同时,润滑剂还可以起到隔热作用, 从而提高模具寿命。润滑剂一般采用石墨与机油或动物油的混合物。挤压温度、挤压比、润滑等工艺因素对镁合金的挤压过程及组织性能具有重要影响。挤压时,挤压温度越低、挤压比越大,则挤压力越大。不过,由于镁合金变形抗力低,与铝合金加工相比,模具寿命提高了1 倍。由于动态再结晶的影响,采用较低的挤压温度及较大的挤压比,可获得较细的晶粒组织及较好的力学性能。镁合金板材的制备需要许多工序的轧制,若采用挤压加工,通过一道工序就可以制造所需要的板状材料, 从成本上来说,是十分有利的。镁合金板材挤压产品具有较小的晶粒组织及较好的力学性能。
轧制:镁合金板材一般通过轧制工艺生产,由于室温下塑性很低,轧制加工比较困难, 因而通常采用热轧和温轧。为避免轧制过程中的开裂,镁合金板材的合金含量一般不高,适于轧制的镁合号有Mg一Mn系的MBI、MBS合金,Mg-AI-Zn系的AZ3IB合金,Mg-Li系的LA141合金等,可以生产厚板、中板和薄板。镁合金轧制方式一般为单向轧制。
锻造:镁合金一般在200-400 ℃ 进行。常温下锻造很易脆裂,超过400℃ 高温时则由于氧化及晶粒粗大而会产生不利影响。由于镁合金锻造温度范围较窄,,镁合金导热系数较大( 约80 W/m·K ) ,约为钢的2 倍,锻造时接触模具后降温很快,塑性降低,变形抗力增加,充填性能下降,故镁合金较难锻造;坯料与模具的接触面积较大, 变形时间较长, 故与冷模接触时,极易产生裂纹, 因此往往需要对模具进行预热,预热温度稍低于坯料加热温度, 范围在200 ~ 300 ℃ 。等温锻造是镁合金的重要加工方法,目前镁合金重要航空航天零件主要采用等温锻造技术。镁合金锻造技术因防护困难、难度较大而研究很少,精锻工艺研究更少。 因此发展较慢, 限制了变形镁合金的大量应用。
查看全部介绍