





关键词 |
嘉峪关多功能冲剪机器,求购冲剪机,上冲剪板机,印刷冲剪机 |
面向地区 |
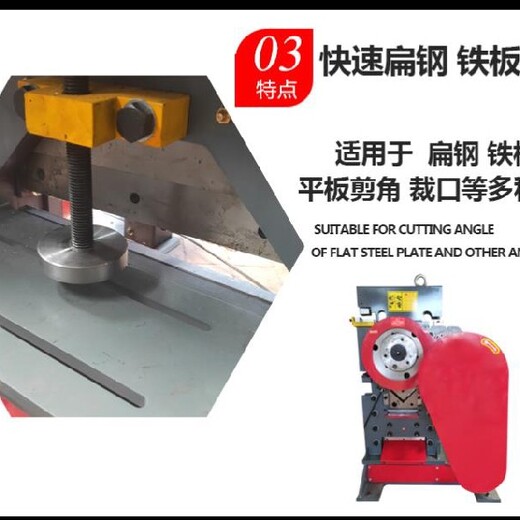
多功能冲剪机的一个重要特点是其高度自动化的功能。它配备了的智能控制系统,能够自动识别和调整工作模式,根据不同的工件要求进行准确的冲孔和剪切操作。同时,冲剪机还具有自动送料和自动排料功能,能够实现连续的生产流程,节省人力和时间成本。
使用的准备工作
a、以手转动大皮带轮,观察齿轮啮合时是否正确。
b、检查各部位的紧固情况,并将松动的螺丝旋紧,检查护罩是否可靠,各部位是否有障碍物。
c、电路、电动机按规定方式接线,地线接触要牢固。
d、依照润滑示意图润滑机器。
e、空车试验时,当发现有异常的噪音时应立即停车,检查原因并及时进行修理。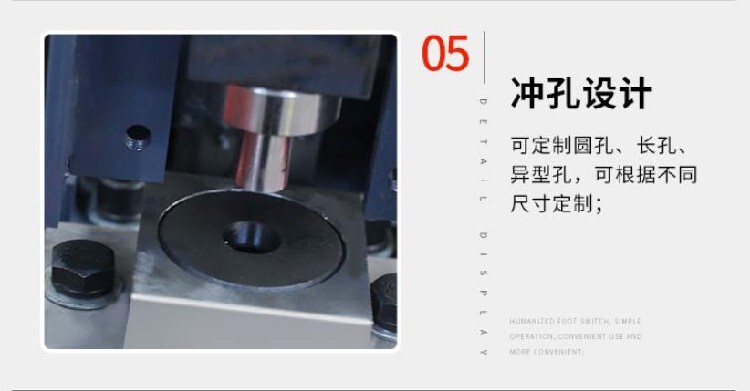
几何精度 序号 检验项目 简图 允差(mm) 实测(mm)
1 滑座上冲头杆中心线对滑座行程的平行度 0.15(X向)(只允许验棒下端偏向刀座)
0.15(Y向)
2 异型角钢冲头上刀口与下刀口之间的间隙 0.30~0.75
3 与上刀片贴合的垂直支承面对上刀架行程的平行度 0.10(上刀架向下移动时与上下刀片贴合的两垂面间的距离,只许增大)
4 与下刀片贴合的垂直支承面对上刀架行程的平行度 0.10(上刀架向下移动时与上下刀片贴合的两垂面间的距离,只许增大)
5 剪切板料的上下刀片之间的间隙 0.06~0.26
几何精度 序号 检验项目 简图 允差(mm) 实测(mm)
6 飞轮的径向跳动和端面圆跳动 0.10(径向跳动)
0.20(端面跳动)
工作精度 7 冲孔剪板质量 不允许有较大的撕裂与毛刺
8 角钢的变形 +1.5°
-2.5°
(被测角钢长度≥边长,测量位置应在距离剪切端面5mm处)
9 方钢边长变化量(a-a1) 2.4
方钢对角线长度变化量(b-b1)
3.4
10 圆钢的椭圆度(d’-d’’) 4.5