








聚乙烯钢带增强螺旋波纹用洁净的布将管道的外表面和电热熔带的内壁上的杂物清除掉(包括水气),油类污物可用对PE材料焊接有帮助的溶剂擦拭。用电热熔带将已水平对齐的管道的要连接的部分紧紧圈住。外面在用耐热带紧固。将焊机的输出线端与电热熔带的连接线头相连接。焊接在电熔焊机上设定好时间和档位,根据操作规程进行焊接。焊接结束要充分冷却后才能移动管材。在期间,可以进行下一个焊接。

聚乙烯钢带增强螺旋波纹材的端面应平整,与管中心轴线垂直,轴向不得有明显弯曲出现。管材内压强度及刚度应满足设计要求。管材在装卸、运输。堆放时,应小心轻抬轻放,禁止抛落拖滚及相互撞击。管材成批运输时,应分层交错排放,用缆绳捆扎成整体,并固定牢固、缆绳固定外及管端宜用软质材料妥加保护。管材如长期堆放,应置于棚库内,如露天堆放,遮盖防止暴晒,并远离火源(热源)存放环境间温度应不超过60℃。
聚乙烯钢带增强螺旋波纹先对地基进行加固处理,在达到规定的地基承载能力后,在铺设中粗砂基础层。本工程由于开挖后基础全部是砂砾,可根据现场情况把水抽至30mm后回填中粗砂,人工整平后铺设管道。管道焊接目前,已在工程中广泛应用的连接方法主要有:热熔挤出焊接、电热熔带焊接点热熔带连接,电热熔带焊接结构,电热熔带焊接方法是利用镶嵌在连接处接触面的电热原件通电后产生的高温连接方法,是刚性连接。它是采用一条内壁镶嵌有电阻丝的聚乙烯电容带、紧贴在两边连接端的外表面,再用耐热带紧固;同时在借口处管端内壁用可拆卸的工具支撑牢固后,在用点热熔焊机给电阻丝供电,电阻丝发热熔融膨胀形成压力。

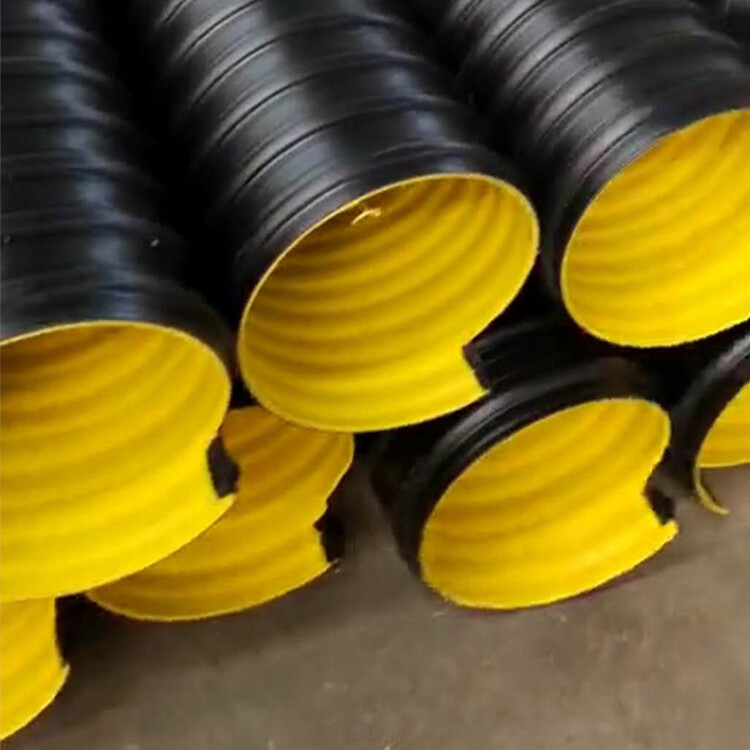
聚乙烯钢带增强螺旋波纹管基体,用表面涂敷粘接树脂的钢带成型为波形作为主要支撑结构,并与聚乙烯材料缠绕复合成整体的双壁螺旋波纹管称之为钢带增强PE螺旋钢带。钢带增强PE螺旋波纹管适用于介质长期温度不大于45度,埋地塑料排水管道要按柔性管的理论(管同发挥作用)进行设计。同时在设计状态下管道垂直方向的变化不得大于管直径的5%。
聚乙烯钢带增强螺旋波纹管成型机的三组成型压轮在同一条直线上面,且组、第二组和第二组压轮受力为初步定型不要压得太紧。因为我们在运行过程中,有时候钢带在成型压轮上面打滑,如果中间第二组轮子压得太紧的话,钢带极易跑边或者是往上凸或者往下凹。钢带跑边我们在一般情况下,我们可以调整第二组推轮,它可以左右调节的。也可以调节成型压轮,调节方法是窄的那边压紧,宽的那边放松,这种调节方法完全靠经验自己掌握。
联系我时,请说是在黄页88网郑州塑料管栏目上看到的,谢谢!