


合金刀片厚度和齿数的选择
待切割铝合金材料的切割面积和厚度都决定了合金刀片的厚度和齿轮的数量。 如果要切割的材料相对较薄,则异形刀片应较薄,齿轮数应较大,这样可以大大减少材料弯曲和毛刺的发生; 待切割的材料相对较厚,刀片应较厚,齿轮数少,可大大减少挠度,粘连和碎裂。 因此,有必要根据要切割的材料的厚度和切割要求选择正确的刀片厚度和齿数。
不要仅仅增加剪板机刀片的切割压力。 这不仅会提高生产效率,而且会增加切割机刀片切割的压力。 普通的剪切机刀片由于高压会在很短的时间内破裂,变钝并变得更严重。 刀片弯曲甚至报废。因此,为了增加剪板机刀片的使用寿命和较佳的切割状态,保持平衡的切割压力,使被切割的产品具有较高的质量。 这也是延长刀片寿命的较佳方法。
我们来谈谈生产操作中需要注意的事项:由于钨钢薄刀硬度高且易碎,因此须轻拿轻放,在搬运,存放和安装过程中将其水平放置,并且不得与任何硬物碰撞。 对于精度低,速度慢的细缝,请勿使用钨钢细刀,因为这会缩短圆形刀片的寿命。 装刀:装刀前,请务必检查刀头的运转端是否正常(0.1mm),刀头的平面度是否符合标准。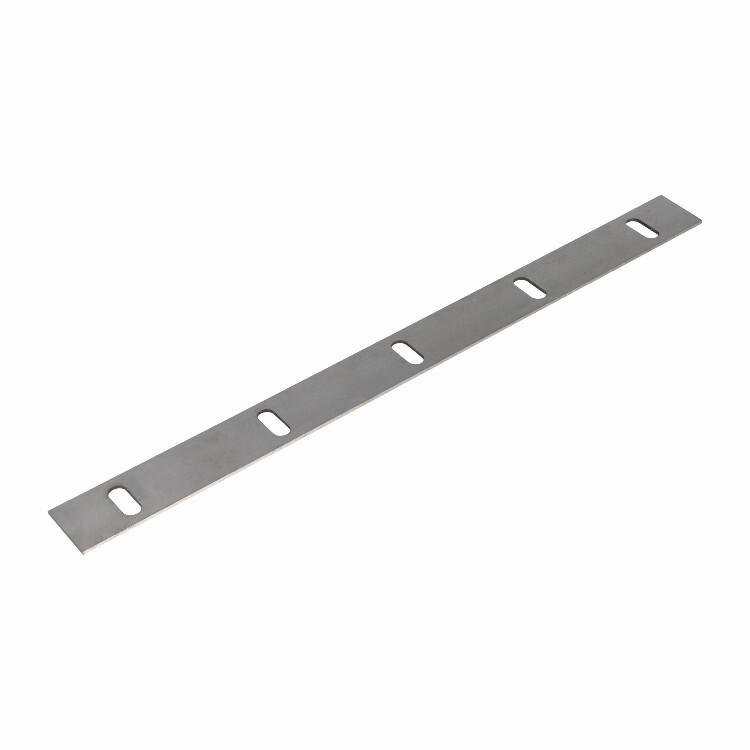
磨锐:正确调整圆形刀片和砂轮之间的间隙。 如果间隙不正确,则在磨刀时会发生变形,从而导致圆形刀片破裂。 安装砂轮后,检查砂轮螺栓是否松动。 如果砂轮的端面太大,则砂轮的撞击会导致砂轮破裂。 砂轮的角度应大致等于圆形刀片切削刃的角度。 磨刀块的尺寸和移动块的行程决定了磨刀时的稳定性效果,并且行程间隙要求在3-5 mm之间。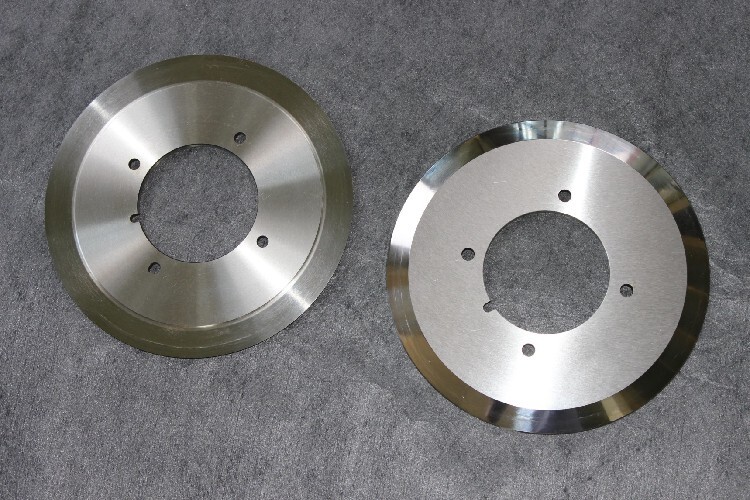
在精细研磨之后和涂覆之前,工具或刀片通常会增加切削刃。 这个过程的名称目前国内和国外都不同,但它不在于边缘增强”,“边缘切割”,“边缘钝化或钝化”,“ER处理”,“边缘准备”种类。 它们的含义在这里是相同的,但这些并不完全相同。
调整刀子:在调整切割距离之前,可以松开并移动刀架。 调整裁切距离后,将刀调整到刀纸分割槽的中间位置。 避免圆形刀片和刀架之间的摩擦。 调整期间,避免使用切削工具,设备零件和其他坚硬物体。 维护:每天检查薄刀片边缘,并根据需要进行轻微研磨。 定期检查薄刀面,及时清除污垢。 停止机器以检查圆形刀片是否有故障,同时清洁纸张分离器插槽中的碎纸片以免刮刀。 及时观察刀头的运输情况。 当端面跳动太大时,请立即停止维护,以免造成损失。 在使用设备之前,请检查紧固螺栓和锁紧块,以确保正确运输设备。 计算机调节刀的设备应避免在工作过程中圆形刀片与下刀片座之间产生干摩擦,否则圆形刀片会断裂。
霍邱供应切膜刀片-包装行业刀片,单面刀片
更新时间:2023-12-03 07:58:50






收藏
举报















